3d Filament guide
3d Filament guide
Välkommen till vår omfattande guide för 3D printer filament! Denna guide är designad för att hjälpa både nybörjare och erfarna användare att lära sig mer om de olika typerna av filament som finns tillgängliga för 3D-skrivare. Vi kommer att gå igenom de mest populära filamenten som PLA, ABS, PETG och TPU, samt deras fördelar, nackdelar och bästa användningsområden. Oavsett om du skriver ut prototyper, funktionella delar eller konstnärliga projekt, hittar du här all information du behöver för att göra rätt val av filament.
Som introduktion i vår 3D filament guide är PLA Filament, eller Polylactic Acid, ett av de allra vanligaste och användarvänliga materialen för 3D utskrifter. PLA filament har bra priser som går att få ännu bättre som 3D printer refill och såklart även lättanvänt. Dess miljövänliga egenskaper kommer från förnybara källor som majs och sockerrör vilket gör det till ett populärt val när det kommer till 3D skrivare. PLA filament finns även i många olika färger, vilket ger extra valmöjligheter för dina utskriftsprojekt.

Extruder
190-210 °C
Byggplatta
45-70 °C
Kylning
100 %
Fördelar
Kostnadseffektivt
PLA är ofta billigare jämfört med andra filament pågrund av dess popularitet och lättilgänglighet.
Lätt att använda
Pågrund av materialets egenskaper är PLA ett av de enklaste filamenten att skriva ut med.
Miljövänligt
Tillverkat av förnybara resurser, vilket gör det biologiskt nedbrytbart.
Nackdelar
Skört
PLA är mer benäget att gå sönder under belastning jämfört med andra material.
Låg värmetålighet
Deformerar vid relativt låga temperaturer.
Absorberar fukt
Kan påverka utskriftskvaliteten om det inte förvaras korrekt.
3d filament jämförelse
| Egenskap | PLA | PLA+ | PLA PRO |
|---|---|---|---|
| Material | Polylaktisk syra | Modifierad polylaktisk syra | Förstärkt polylaktisk syra |
| Styrka | ● ○ ○ | ● ● ○ | ● ● ● |
| Flexibilitet | Spröd | Lätt flexibel | Stel |
| Printbarhet | ● ● ● | ● ● ● | ● ● ○ |
| Ytfinish | Standard | Förbättrad | Slät |
| Lagerhäftning | ● ○ ○ | ● ● ○ | ● ● ● |
| Temperaturmotstånd | ● ○ ○ | ● ● ○ | ● ● ● |
| Applikationer | Grundläggande prototyper, Låg-belastningsmodeller | Prototyper, Funktionella delar | Prototyper, Funktionella delar, Mekaniska komponenter |
*I förhållande till varandra
Extruder
220-250 °C
Byggplatta
95-110 °C
Kylning
0-100 %
Fördelar
Värmebeständig
Måttlig Styvhet
Slitstark och bra slagbeständighet
Nackdelar
Tenderar att krympa under utskrift
Kan i vissa fall vara svår att använda
Avger en illa lukt vid utskrift
Aceton behandling
Att använda aceton för att släta ut 3D utskrifter är en metod som främst är effektiv på ABS plast, inte på alla typer av filament. Följ dessa steg för att använda aceton och uppnå en slätare yta på dina ABS utskrifter:
1. Förbered utskrift
Aceton fungerar bäst på ABS-plast. Kontrollera att din 3D-utskrift är gjord av ABS-filament innan du använder aceton
2. Skapa en sluten miljö
Placera den 3D-utskrivna modellen i en behållare eller en sluten påse. Detta hjälper till att skapa en miljö där ångorna från aceton kan agera på ytan av utskriften.
3. Applicera
Fukta en svamp, en bit trasig trasa eller en bomullspinne med aceton. Placera sedan den fuktade ytan i behållningen med din 3D-utskrift. Alternativt kan du använda en acetonångkammare.
4. Lufta ut ordentligt:
Efter att processen är klar, låt din 3D-utskrift lufta ut ordentligt för att avlägsna eventuella återstående ångor från aceton.
3d filament jämförelse
| Egenskap | ABS | PLA |
|---|---|---|
| Material sammansättning | Akrylnitrilbutadienstyren | Polylaktidsyra |
| Styrka | ● ● ● | ● ○ ○ |
| Flexibilitet | Mindre flexibel | Mera flexibel |
| Utskrivbarhet | ● ○ ○ | ● ● ● |
| Lagerhäftning | ● ● ○ | ● ● ● |
| Temperaturresistens | ● ● ● | ○ ○ ○ |
| Tillämpningar | Mekaniska delar, Industriella prototyper | Konsumentprodukter, Prototyper |
*I förhållande till varandra
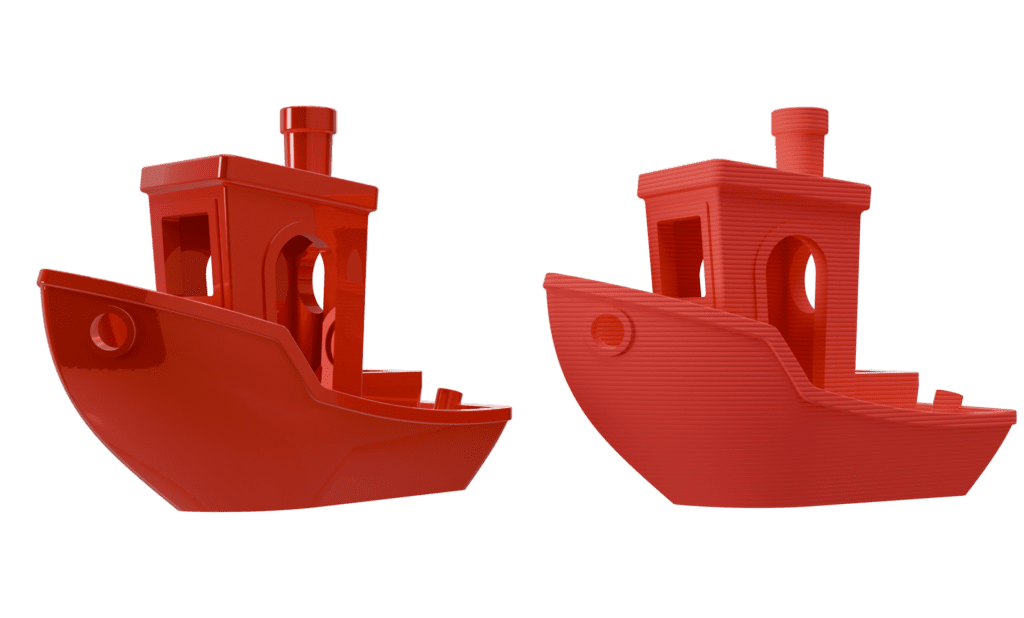
I vår filament guide kommer vi nu att prata om Polyethylene terephthalate glycol, eller PETG filament villket är en termoplastisk polymer. Ett filament för 3D skrivare som blivit populär och mångsidig termoplast på grund av dess förmåga att kombinera fördelarna med både PLA (polylaktid) och ABS (akrylnitrilbutadienstyren). PETG är känd för sin höga styrka, goda vidhäftning, och dess förmåga att motstå fukt och UV-ljus, vilket gör det till ett pålitligt material för olika tillämpningar.

Extruder
230-250 °C
Byggplatta
75-90 °C
Kylning
100 %
Fördelar
Kemisk Resistens
Högt UV-motstånd (Bra utomhus)
Bra priser på varierande färger
Nackdelar
Kännslig För Stringing
Dålig Överhängs Förmåga
3d filament jämförelse
| Egenskap | PET | PETG |
|---|---|---|
| Material sammansättning | Polyeten tereftalat | Polyeten tereftalatglykol |
| Styrka | ● ● ○ | ● ● ● |
| Flexibilitet | Stel | Måttligt flexibel |
| Utskrivbarhet | ● ● ○ | ● ● ○ |
| Ytfinish | Slät | Slät |
| Lagerhäftning | ● ● ○ | ● ● ● |
| Temperaturresistens | ● ● ○ | ● ● ● |
| Tillämpningar | Prototyper, Förpackningar | Prototyper, Funktionella delar, Mekaniska komponenter |
*I förhållande till varandra
ASA är ett UV-resistent termoplastiskt 3D filament, liknande ABS men med förbättrad väderbeständighet. Det är särskilt lämpligt för utomhusapplikationer och behåller sina mekaniska egenskaper över tid vid exponering för solens UV strålning. Vi har valt att ta med ASA i vår 3D printing filament guide efter dess popularitet och mångsidiga användningsområden. Ett material man måste testa om du frågar oss.

Extruder
220-245 °C
Byggplatta
90-110 °C
Kylning
0-100 %
Fördelar
Hög UV Resistens
Hög glastemperatur
Hög slag- och slitstyrka
Nackdelar
Relativt dyrt
Hög utskrifts temperatur
Dålig lukt och ånga under utskrift
3d filament jämförelse
| Funktion | ASA | PETG |
|---|---|---|
| Materialkomposition | Akrylnitril Styren Akrylat | Polyetylentereftalat Glykol |
| Styrka | ● ● ● | ● ● ● |
| Flexibilitet | Något flexibel | Viss flexibilitet |
| Utskrivbarhet | ● ● ○ | ● ● ● |
| Ytfinish | Slät | Slät |
| Lagerhäftning | ● ● ○ | ● ● ○ |
| Temperaturtålighet | ● ● ● | ● ● ○ |
| Applikationer | Utomhusapplikationer, Bildelar | Utomhusapplikationer, Mekaniska delar |
*I förhållande till varandra
Näst i vår 3D filament guide är TPU filament, eller termoplastisk polyuretan filament. Det är en typ av 3D filament som används för att skapa flexibla och elastiska objekt. TPU är tillverkat av en typ av termoplastiskt gummi och erbjuder egenskaper som hög elasticitet, motståndskraft mot oljor och fukt, samt god slitstyrka. TPU filament är populärt för att skapa flexibla detaljer såsom telefonfodral, skosulor, och andra produkter där flexibilitet och hållbarhet är viktiga.
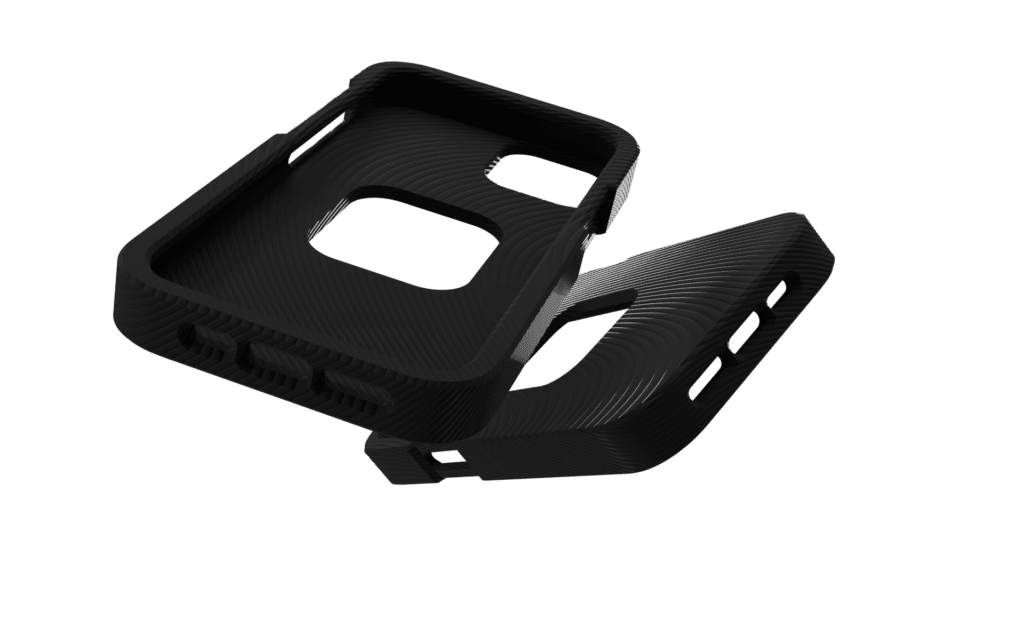
Extruder
190-210 °C
Byggplatta
45-70 °C
Kylning
100 %
Fördelar
Många nya användningsområden
Elastiskt och Mjukt
Stark Bindningsförmåga
Nackdelar
Svår Utskrift
Dåliga Överhäng
Kan behöva torkas innan användning
3d filament jämförelse
| Egenskap | TPU | PLA |
|---|---|---|
| Materialkomposition | Termoplastiskt polyuretan | Polylaktidsyra |
| Styrka | ● ● ○ | ● ○ ○ |
| Flexibilitet | Flexibel | En aning flexibel |
| Printbarhet | ● ● ● | ● ● ● |
| Ytfinish | Förbättrad | Standard |
| Skiktfäste | ● ● ○ | ● ● ○ |
| Temperaturresistens | ● ● ○ | ● ○ ○ |
| Applikationer | Prototyper, Lågbelastande Komponenter | Enkla Prototyper, Lågbelastande Modeller |
*I förhållande till varandra
Kolfiberfylda 3D filament är en typ av filament som används i 3D utskrifter och är förstärkt med kolfibermaterial. Detta ger de färdiga 3D utskrifterna förbättrade mekaniska egenskaper, inklusive ökad styrka, styvhet och slitstyrka jämfört med vanliga filament. Kolfiberförstärkningen ger också materialet en lätt vikt, vilket är fördelaktigt för tillverkning av komponenter där viktminskning är viktig. Det kolfiberfylda filamentet är populärt inom industrin och används ofta för att skapa högpresterande prototyper, verktyg och slutprodukter med avancerade tekniska krav.
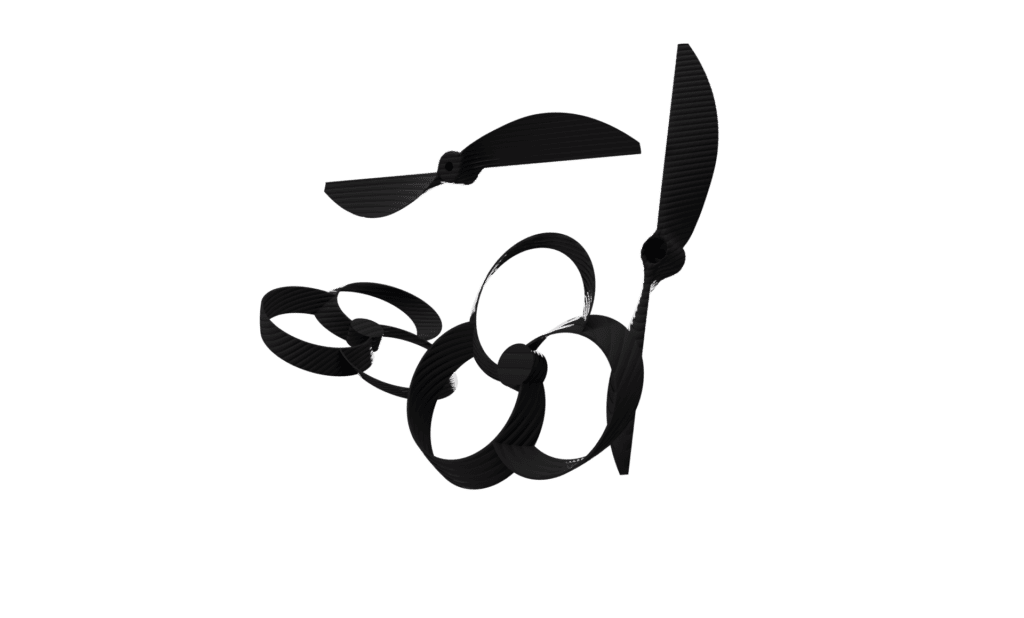
Extruder
200-230 °C
Byggplatta
45-60 °C
Kylning
100 %
Fördelar
Styrka och Styvhet
Låg Vikt
Värmetåligt
Nackdelar
Slitage på Skrivhuvudet
Beroende på säljare, dyrt
Svårigheter vid Utskrift
Styrka
3d filament jämförelse
| Feature | Vanligt Filament | Kolfiberförstärkt Filament |
|---|---|---|
| Materialkomposition | Polylactic Acid (PLA) | Polylactic Acid (PLA) med Kolfiberförstärkning |
| Styrka | ● ● ○ | ● ● ● |
| Flexibilitet | Brittle | Generellt Mindre Flexibelt |
| Printbarhet | ● ● ● | ● ● ○ |
| Ytfinish | Standard | Generellt Förbättrad |
| Lagerhäftning | ● ● ○ | ● ● ● |
| Temperaturmotstånd | ● ● ○ | ● ● ● |
| Applikationer | Grundläggande prototyper, låg-belastningsmodeller | Prototyper, funktionella delar, mekaniska komponenter |
*Jämfört med varandra
Avslutningsvis
Tack för att du har följt vår omfattande 3D filament guide, designad för att vägleda både nybörjare och erfarna användare mot framgångsrika och högkvalitativa 3D utskrifter. Från prisvärda och miljövänliga PLA-filament till robusta ABS-alternativ och specialiserade material som TPU och kolfiberfyllda filament, har vi täckt hela spektrat av möjligheter för dina unika projekt.
Vår guide har inte bara utforskat egenskaperna hos varje filamenttyp utan har också delat med sig av tuningtips för att optimera dina utskrifter. Genom att anpassa temperaturer, flödeshastigheter och överhängsinställningar kan du övervinna utmaningar och skapa imponerande resultat.
För att välja det bästa filamentet för dina behov och maximera dina 3D utskriftsframgångar, hoppas vi att vår guide har gett dig den insikten och förtroendet du behöver. Kom ihåg att vårt mål är att göra din resa genom den spännande världen av 3D utskrifter så smidig och givande som möjligt.
Fortsätt utforska och experimentera för att upptäcka nya möjligheter, och vi önskar dig lycka till med dina framtida 3D projekt. Om du har ytterligare frågor eller behöver support, är vårt team här för att hjälpa dig. Tack för att du valde oss som din guide, och vi ser fram emot att följa din framgångsrika resa inom 3D utskrifter!
Har du inte rätt färg till nästa projekt?
Vi har ett av Sveriges och kanske Europas bredaste utbud av olika typer med pla filament med mera. Välj bland andra spännande material, allt från glow in the dark till transparent och hitta filament som passar till dina nästa 3D utskrifter.
